I found an article for a lathe screw holder in my heap of stuff. It was first published in a 1924 issue of Popular Science. So I am making it on its 100th anniversary. I am really making it as I will need to alter many screws for the infinity cube.
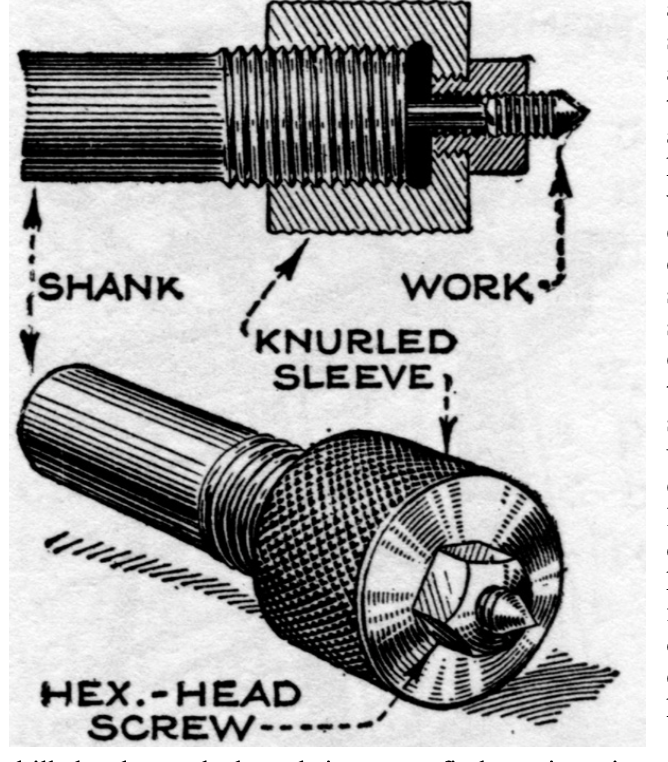
The screw holder consists of three parts, one of which needs to be tailor made for each screw size. There is a shaft with a hole drilled down the center and threaded on the outside, a nut that has an additional threaded hole for the third part. The screw is essentially a screw that is drilled and tapped for the screw to be modified. What the picture does not reveal is that the screw head inside the holder must rest against the bottom of the hole drilled in the shaft, so inserts will be needed for my version to handle different length screws.
The first part made was the nut. It was made from a 3/4" length of 3/4" steel hex. The short bar of hex was faced on both ends and both ends were lightly chamfered. The bar was drilled 1/2" deep with an O drill and then tapped 3/8-24. The other end was drilled through with a #3 drill and tapped 1/4-28. This hole was heavily chamfered. Two photos of the nut are shown below.


The shaft was made from a 2" length of 3/8" brass round bar. Both ends were faced and one was chamfered. The end opposite the chamfer was threaded 3/8-24 and then drilled 1" deep with a C drill. The end product is seen in the photo below. The second photo shows the nut mounted on the shaft.


The third part is custom made for each screw to be modified. It is a 1/4" screw with a hole drilled and tapped through the center. Since it is a screw, I naively began with a 1" long 1/4-28 screw. Six are needed so six screws were cut down to 1/4" thread length. The first shortened screw was first center drilled and the center drill broke off during the drilling. A second center drill with more care was used in a second shortened screw. This screw was drilled through in order to tap it 6-32. The tap was very difficult to thread into the hole and sure enough it broke. These two incidents reminded me how gnarly screw steel is. Time to make my own.
Six 7/16" lengths of 3/8" steel hex were cut with a hacksaw. Each was faced on both ends in the lathe. One end was reduced to 0.250" for a length of 1/4". This end was heavily chamfered and then threaded with a 1/4-28 die. The die was flipped and the threading was pushed as close to the head of the screw as possible. This screw was then held in the nut from above and the end was cut at a 30° angle. This process was repeated to make six screws. One screw was selected and drilled and tapped 6-32 as seen in the second photo below.


The lathe screw holder is used as follows. The appropriately sized short screw holding screw is threaded into the nut. The screw to be modified is inserted through the nut and threaded through the short screw holding screw. The nut is then screwed onto the shaft until the head of the screw to be modified is pressed against the bottom of the hole in the shaft. (Again inserts will be needed for any screws too short to hit the bottom of the shaft's hole.) The photo below shows the assembled screw holder with a 6-32 screw held for modification.

The plan is to thread the remaining short screws for #0, #1, #2, #4, #5 screws. In addition inserts will be made in the following lengths, 1/4", 3/8", 1/2", and 5/8". This should cover all of the small screws I have ever used in projects. I will also make a box to hold all of the various parts.
Five of the screws were drilled, threaded and labelled. A #1 tapped screw was not made as I have no #1 screws. The #0 screw was shortened by about 1/8" as the tap is so short. The five screws were labelled with number punches. Number five can be spotted in the photo below. Inserts were made starting with 1/4" and increasing by eighths up to 1". These were made from some 1/4" aluminum round by reducing the diameter to 0.233 - 0.234 and parting off. They are also seen in the photo below. A cardboard box was made to hold the various parts.

Screw holder did not work for a 0-80 screw! The nut did not seem to be drilled straight through so the screw does not run true. The nut will need to be remade.
The nut was remade. The 3/4" length of steel hex was faced on both ends. One end was drilled with an O drill and tapped 3/8-24. This nut was screwed onto the shaft, where it ran pretty crooked. The exposed face was refaced and then drilled with a #3 drill and tapped 1/4-28. A screw was added and it runs more true than the previous version, but not perfect. I was unable to turn down a 0-80 screw, but that is probably due to a less than sharp cutting tool, than running out of true. It should work fine for larger screws having less flex.